Breakaway Torque Measurement and Residual Torque Quality Control
Breakaway torque measurement serves as a vital metric for evaluating the residual torque present in screws and other fasteners. It allows engineers to determine the precise amount of torque required to initiate motion or loosen a fastener. By comprehending and controlling the residual torque, manufacturers can ensure optimal performance, prevent under-tightening or over-tightening of fasteners, and mitigate the risk of mechanical failures, such as loosening or stripping of threads.
Properly tightening a junction is an essential step in ensuring the quality of a production process. At the conclusion of the production line of critical components for aerospace, automotive and medical devices, an integral component of a comprehensive quality control system is the measurement of residual torque.
Selecting the appropriate tightening strategy guarantees that the joint has been tightened according to specifications. However, what transpires within the junction after tightening remains unknown, necessitating engineers to calculate, estimate, or ideally measure the amount of remaining preload within the junction.
Employing Torque Sensors for Residual Torque and Breakaway Torque Measurement
To assess the residual torque of the joint, a tool such as a digital torque wrench equipped with a high-precision torque sensor is employed. The data obtained must be logged into a database using management software that generates statistical analyses and reports, thereby preventing errors through statistical process control.
The preferred method for measuring residual torque is the breakaway technique. This approach entails utilizing a digital torque wrench to apply torque in order to further rotate the screw, while simultaneously measuring the torque at the point where the screw begins to move.
FUTEK’s TAT200 Miniature Electrical Torque Screw Driver offers a unique solution for torque auditing applications. Featuring anodized aluminum housing and a light 3oz weight, the TAT200 Miniature Torque Screw Driver offers excellent accuracy with nonlinearity up to ±0.2% of Rated Output.
TAT200 can measure up to 100 in-oz [0.706 N.m.] and is a reliable instrument, with mechanical overload protection up to 150% of RO. The miniature screwdriver is shipped with standard 5-point calibration clockwise by our A2LA-accredited calibration lab. Additional 5-point counter-clockwise is available upon request.
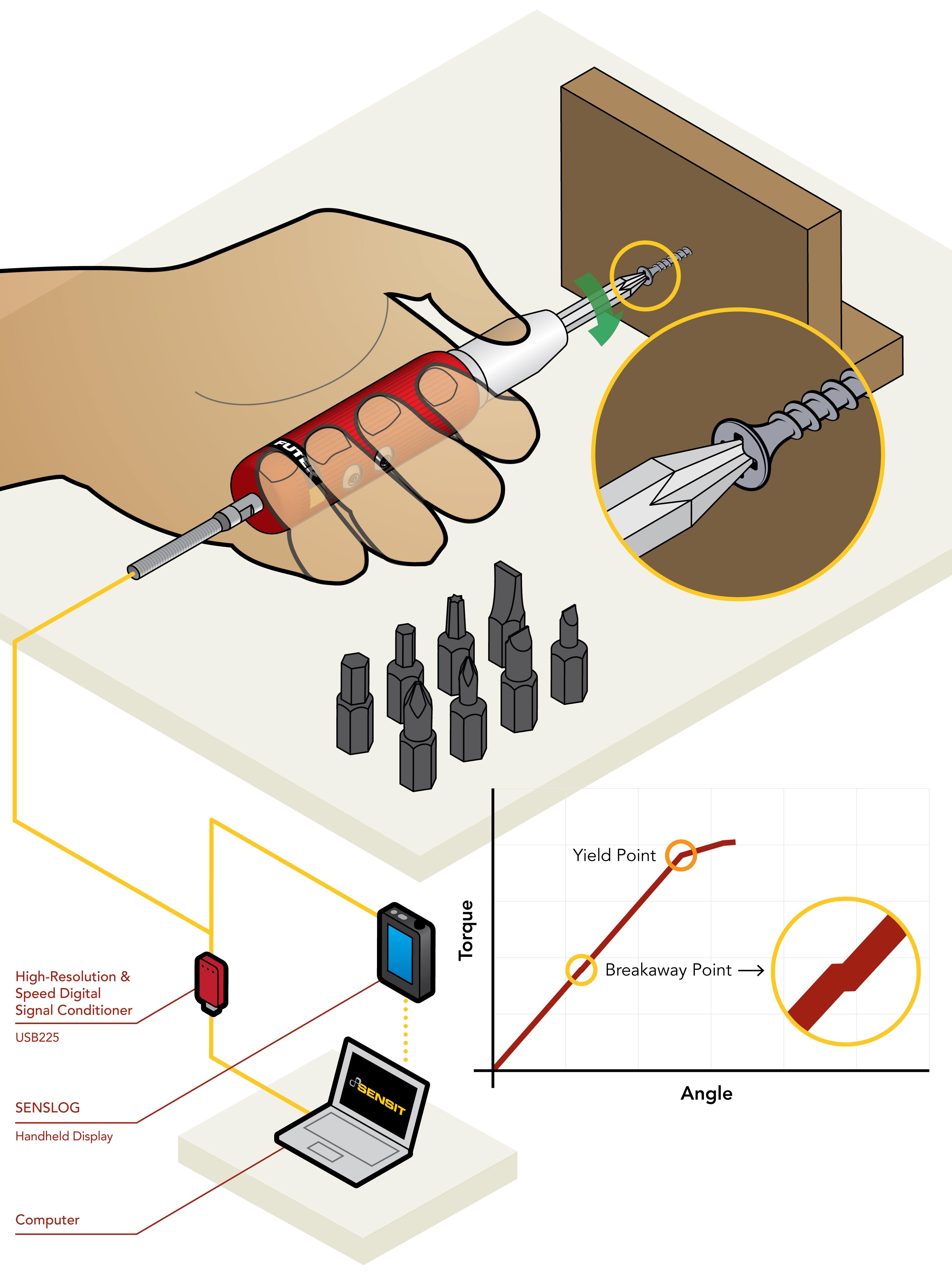
How it Works
TAT200 miniature electrical screwdriver, which is equipped with a high-precision torque sensor, is used to assess the residual torque of the joint . The torque sensor accurately measures the torque applied to the joint, providing precise data for analysis and evaluation.
TAT200 and USB225 digital signal conditioner are paired to condition the millivolt per volt (mV/V) output signal of the torque sensor. The signal conditioner ensures proper amplification and digital conditioning of the torque sensor's signal, allowing for accurate measurement and analysis of the torque values.
The torque measurement system SENSIT Software logs and graphs the collected data. The data acquisition system captures and stores the torque measurements, enabling statistical analysis and reporting. This integration helps prevent errors through statistical process control and provides valuable insights for quality control and optimization.



Contact Us
Please Contact Us with questions.
Breakaway Torque Measurement and Residual Torque Quality Control
Breakaway torque measurement serves as a vital metric for evaluating the residual torque present in screws and other fasteners. It allows engineers to determine the precise amount of torque required to initiate motion or loosen a fastener. By comprehending and controlling the residual torque, manufacturers can ensure optimal performance, prevent under-tightening or over-tightening of fasteners, and mitigate the risk of mechanical failures, such as loosening or stripping of threads.
Properly tightening a junction is an essential step in ensuring the quality of a production process. At the conclusion of the production line of critical components for aerospace, automotive and medical devices, an integral component of a comprehensive quality control system is the measurement of residual torque.
Selecting the appropriate tightening strategy guarantees that the joint has been tightened according to specifications. However, what transpires within the junction after tightening remains unknown, necessitating engineers to calculate, estimate, or ideally measure the amount of remaining preload within the junction.
Employing Torque Sensors for Residual Torque and Breakaway Torque Measurement
To assess the residual torque of the joint, a tool such as a digital torque wrench equipped with a high-precision torque sensor is employed. The data obtained must be logged into a database using management software that generates statistical analyses and reports, thereby preventing errors through statistical process control.
The preferred method for measuring residual torque is the breakaway technique. This approach entails utilizing a digital torque wrench to apply torque in order to further rotate the screw, while simultaneously measuring the torque at the point where the screw begins to move.
FUTEK’s TAT200 Miniature Electrical Torque Screw Driver offers a unique solution for torque auditing applications. Featuring anodized aluminum housing and a light 3oz weight, the TAT200 Miniature Torque Screw Driver offers excellent accuracy with nonlinearity up to ±0.2% of Rated Output.
TAT200 can measure up to 100 in-oz [0.706 N.m.] and is a reliable instrument, with mechanical overload protection up to 150% of RO. The miniature screwdriver is shipped with standard 5-point calibration clockwise by our A2LA-accredited calibration lab. Additional 5-point counter-clockwise is available upon request.