What is clamping force in injection molding?
Clamping force is the force (lbs or kg) needed to hold the mold together during injection and it is applied by the clamping unit of an injection molding machine. It is one of the most overlooked portions of the Injection Molding process. If this pressure is not monitored and controlled adequately, the mold will be forced open prematurely by injection pressure and will create flash on the related part.
Clamping force is reflected in the labeling of machines by ‘tonnage’. Tonnage is the maximum capacity of clamping force that the machine can produce. Normally, the machine's maximum capacity rating is stated in tons, e.g. a 300-ton machine is capable of generating a maximum clamping force equivalent to a total of 300 tons of force.
It is advisable to use a machine that can withstand the maximum clamping pressure but not much more. Oversized machines represent a waste of valuable operational capacity and extra power consumption. Plus, machine-mold clamping pressure mismatch can cause machine or mold damage.
Therefore, molding engineers design for the smallest machine possible and must constantly monitor and control the injection molding clamping force using force feedback control loop systems.
How load cells sensors can be used to measure the total clamping pressure?
During plastic injection molding and die casting, the mold is clamped together to resist the rapid thermal expansion and contraction caused by the molten material filling the mold cavity. Flawed parts can be created if the mold is not kept properly clamped to resist thermal loading throughout the molding and casting process.
The pressure in the interior of the injection mold is a key performance indicator of the quality of the molded part. Continuously measurement and control of the mold cavity pressure in injection machines increases the final product quality, improves yield, and reduces the production time cycles.
Cavity pressure sensors convert the pressure inside the molding cavity to a measurable mV/V signal employing strain gauge nano pressure sensors installed in the mold plate. The sensors are instrumented with high-precision strain gauge circuitry and its electrical output changes under the influence of pressure or force. This change, amplified by a signal conditioner, delivers precise data about the pressure applied throughout the cavity in the injection molding process.
The mold cavity pressure sensor allows dynamic measurement of the pressure curves throughout all molding phases (injection phase, compression phase and holding pressure phase). Comparative analysis can thus be performed on different process conditions and evaluation of the process repeatability when molding under the same process conditions
Moreover, especially in the case of micro-molding of tight tolerance parts such as medical products, it is an effective method to calculate the cavity filling time, since the filling of micro-cavities occurs in the order of milliseconds.
Direct and Indirect Cavity Pressure Measurement
Depending on the application, there are two types of cavity pressure sensors: direct and indirect measurement.
For direct measurement, the sensor is installed directly into the mold cavity in a flush mount assembly with the cavity surface, so the sensor has direct contact with the plastic material under pressure.
The indirect measurement of the cavity pressure is performed via a force sensor installed outside the mold cavity. The internal mold pressure is transmitted to the pressure sensor thru an ejector pin (aka ejector rods).
Injection Molding Industry Standards Compliance
ASTM D3641: Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials
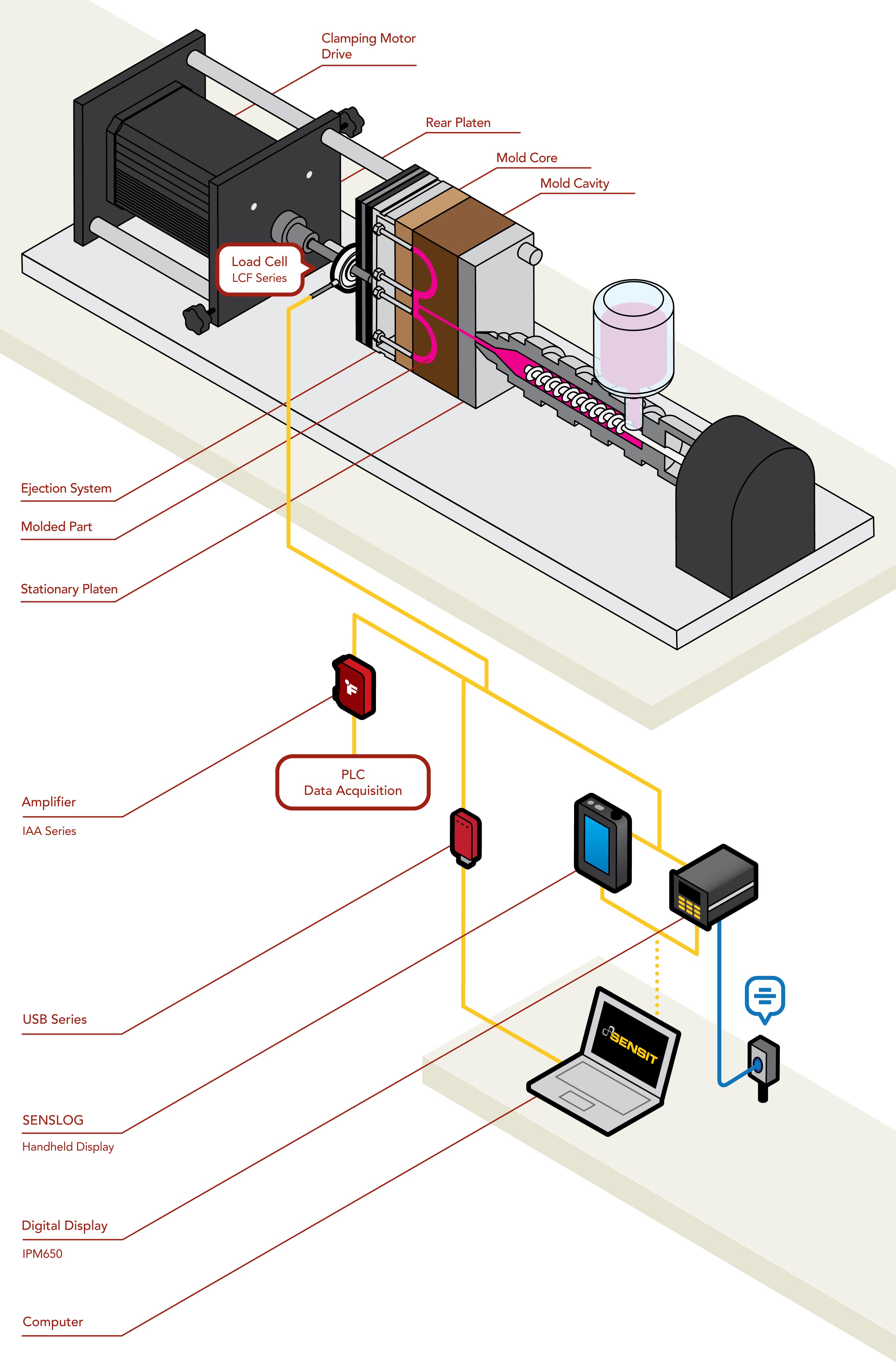
How it Works
LCF Pancake Load Cells are fitted in-line of hydraulic pressure or screw-type clamps measuring the compressive force applied to the mold.
As the mold expands and contracts due to the molten material, the load cell provides feedback to the PLC with the new compressive force.
The feedback is used to adjust the clamps in real-time to maintain mold compression.
When paired with the IAA Series Analog Amplifier, the load cell can provide a variety of amplified outputs such as 0-10 V or 4-20 mA signals for the PLC.
Products in Use
FUTEK’s Universal Pancake Load Cells (LCF Series) coupled with the IAA Series Analog Amplifier for feedback into a PLC.




Contact Us
Please Contact Us with questions.
What is clamping force in injection molding?
Clamping force is the force (lbs or kg) needed to hold the mold together during injection and it is applied by the clamping unit of an injection molding machine. It is one of the most overlooked portions of the Injection Molding process. If this pressure is not monitored and controlled adequately, the mold will be forced open prematurely by injection pressure and will create flash on the related part.
Clamping force is reflected in the labeling of machines by ‘tonnage’. Tonnage is the maximum capacity of clamping force that the machine can produce. Normally, the machine's maximum capacity rating is stated in tons, e.g. a 300-ton machine is capable of generating a maximum clamping force equivalent to a total of 300 tons of force.
It is advisable to use a machine that can withstand the maximum clamping pressure but not much more. Oversized machines represent a waste of valuable operational capacity and extra power consumption. Plus, machine-mold clamping pressure mismatch can cause machine or mold damage.
Therefore, molding engineers design for the smallest machine possible and must constantly monitor and control the injection molding clamping force using force feedback control loop systems.
How load cells sensors can be used to measure the total clamping pressure?
During plastic injection molding and die casting, the mold is clamped together to resist the rapid thermal expansion and contraction caused by the molten material filling the mold cavity. Flawed parts can be created if the mold is not kept properly clamped to resist thermal loading throughout the molding and casting process.
The pressure in the interior of the injection mold is a key performance indicator of the quality of the molded part. Continuously measurement and control of the mold cavity pressure in injection machines increases the final product quality, improves yield, and reduces the production time cycles.
Cavity pressure sensors convert the pressure inside the molding cavity to a measurable mV/V signal employing strain gauge nano pressure sensors installed in the mold plate. The sensors are instrumented with high-precision strain gauge circuitry and its electrical output changes under the influence of pressure or force. This change, amplified by a signal conditioner, delivers precise data about the pressure applied throughout the cavity in the injection molding process.
The mold cavity pressure sensor allows dynamic measurement of the pressure curves throughout all molding phases (injection phase, compression phase and holding pressure phase). Comparative analysis can thus be performed on different process conditions and evaluation of the process repeatability when molding under the same process conditions
Moreover, especially in the case of micro-molding of tight tolerance parts such as medical products, it is an effective method to calculate the cavity filling time, since the filling of micro-cavities occurs in the order of milliseconds.
Direct and Indirect Cavity Pressure Measurement
Depending on the application, there are two types of cavity pressure sensors: direct and indirect measurement.
For direct measurement, the sensor is installed directly into the mold cavity in a flush mount assembly with the cavity surface, so the sensor has direct contact with the plastic material under pressure.
The indirect measurement of the cavity pressure is performed via a force sensor installed outside the mold cavity. The internal mold pressure is transmitted to the pressure sensor thru an ejector pin (aka ejector rods).
Injection Molding Industry Standards Compliance
ASTM D3641: Standard Practice for Injection Molding Test Specimens of Thermoplastic Molding and Extrusion Materials